森美源
电子通讯辅料研发应用制造商
合作热线:
138-0258-0682Email:
senmei@vip.163.com电子通讯辅料研发应用制造商
合作热线:
138-0258-0682Email:
senmei@vip.163.com2025-06-23 17:55:15 0
在五金冲压的世界里,金属板材在强大压力下变成各式零件,但生产中常会遇到少孔、毛刺、变形等问题,影响零件外观、装配和使用性能。
佰富彩 少孔问题多发生在冲孔工序,常见原因是冲孔模具的冲头断裂、损坏或脱落,导致无法在板材上留下孔洞。也可能是模具设计或制造精度不足,冲头与下模配合间隙过大或不均匀,金属板材未被完全切割,形成半连或豁口。此外,冲压过程中润滑不足或板材表面有异物,也可能阻碍冲头正常工作,导致少孔。解决少孔问题,首先要检查并维护模具,及时更换损坏的冲头,确保模具精度和配合间隙合理。同时,要保证板材表面清洁,并使用合适的润滑剂。
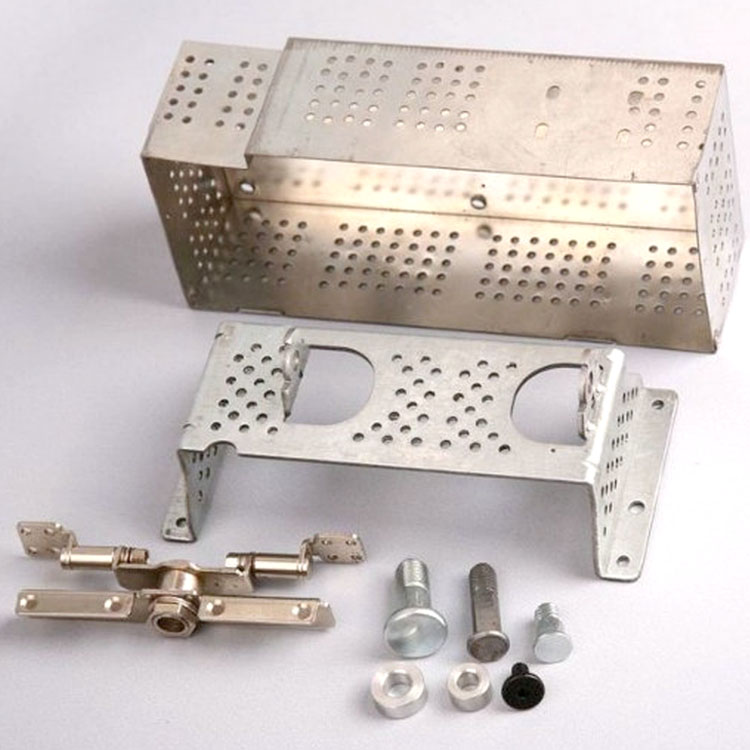
佰富彩 毛刺是冲压件最常见的缺陷之一,表现为零件边缘粗糙、带有锋利的凸起。其主要原因是模具刃口磨损或变钝,无法干净利落地切断金属。模具间隙过大或不均匀也会导致材料撕裂而非剪切,产生毛刺。冲压过程中润滑不当或材料塑性差,也可能加剧毛刺的产生。解决毛刺问题,关键在于定期检查和修磨模具刃口,保持其锋利。合理调整模具间隙,使其均匀且符合材料特性。选择合适的润滑剂并正确使用,改善材料塑性。对于塑性较差的材料,可考虑采用多次冲压或更精密的冲压工艺。
佰富彩 变形问题则更为复杂,常表现为零件形状与设计不符,如翘曲、扭曲、尺寸偏差等。这主要与模具设计不合理有关,如型腔形状、圆角半径设计不当,无法有效引导和控制材料的流动与变形。冲压工艺参数设置不当也是重要原因,压边力不足或过大,冲压速度过快或过慢,都可能导致材料流动不均或变形不充分。材料本身的特性,如塑性、各向异性等,也会显著影响变形。解决变形问题,需优化模具设计,增加压边圈、调整圆角半径、采用更合理的型腔形状,增加校正或整形工步来固定零件形状。利用CAE仿真软件模拟分析冲压过程,提前优化设计。精确调整冲压工艺参数,对材料进行适当预处理,如退火改善塑性,或在冲压后进行热处理稳定形状。
总之,五金冲压件的质量问题需综合分析解决。通过维护模具、优化设计、调整工艺、选择合适材料,才能有效解决少孔、毛刺、变形等难题,生产出高质量冲压件。